Duratec® Gray Surfacing Primer
Details
Details
Easy-Sand, Best Choice Primer for Plugs and Molds
Duratec® Gray Surfacing Primer is the best choice for coating your plug or reconditioning your mold. It is suitable for use with wood, MDF, tooling board, composite plugs, patterns, and models. It offers excellent adhesion to most epoxies with a heat distortion level of 200° F.
The unique air-cure technology allows fast cure even with thin coats. It can be applied as heavily as 45 mils to fill fabric pores on plugs or over repairs. To reach your desired spray viscosity, you can thin 5%-15% with #2306 Duratec® Thinner.
Duratec® Surfacing Primer offers minimal shrinkage and a porosity-free surface without pinholes or defects. It features a super-fine levelling and filling system that sands easily, builds rapidly up to 40 mils on composite plugs, and can be polished to a Class 'A' mirror finish.
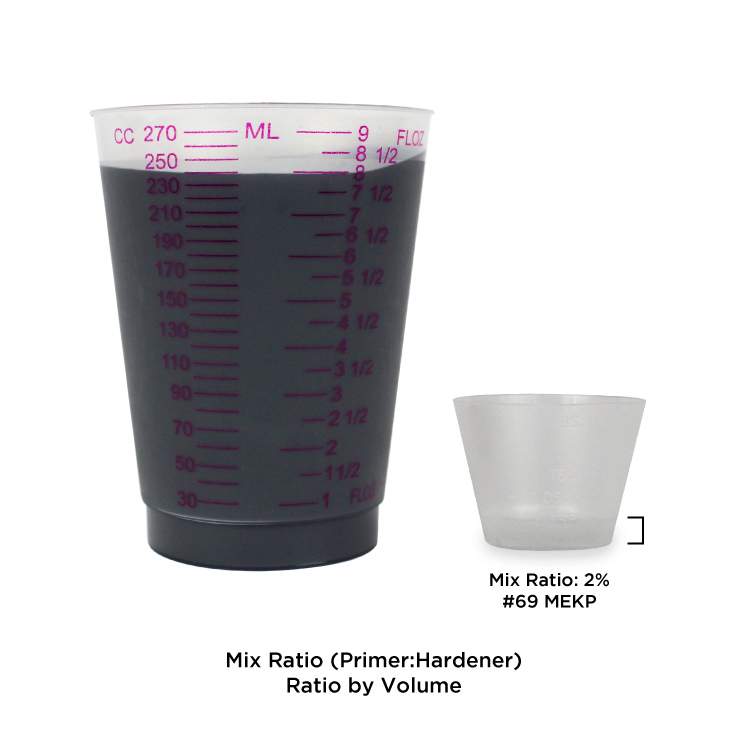
Requires 2% MEKP.
Duratec® is a registered trademark of DURA TECHNOLOGIES INC.
Data Sheets
Data Sheets
Shipping
Shipping
Sizes
Sizes
 WARNING: This product can expose you to chemicals including Styrene, which is known to the State of California to cause cancer and Methanol, which is known to the State of California to cause developmental harm. For more information go to www.P65Warnings.ca.gov
WARNING: This product can expose you to chemicals including Styrene, which is known to the State of California to cause cancer and Methanol, which is known to the State of California to cause developmental harm. For more information go to www.P65Warnings.ca.gov