Duratec® Clear Hi-Gloss Gel Coat Additive
Details
Details
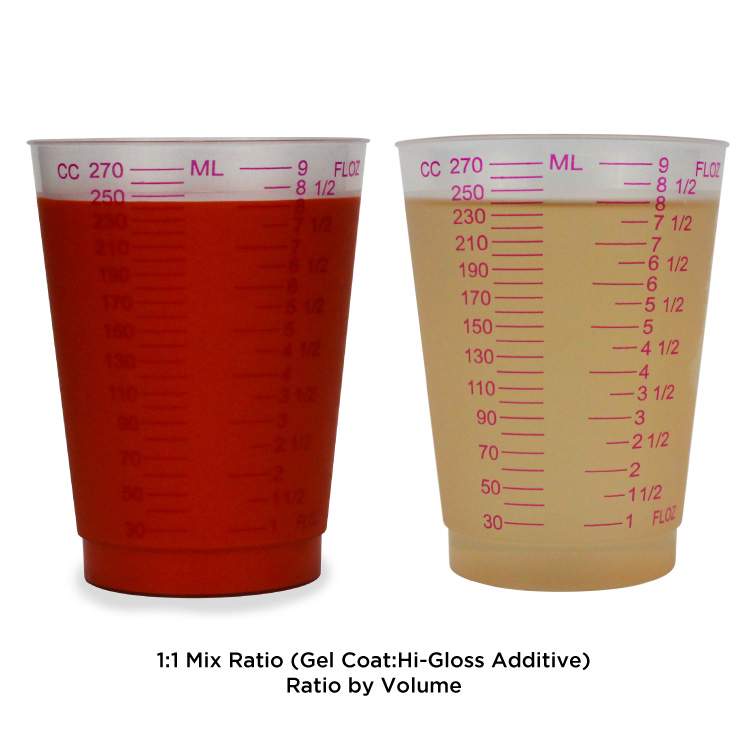
Duratec® Clear High Gloss Additive can be blended with numerous gel coats to create a glossy, smooth finished surface. Mix at a 1:1 ratio with regular gel coat to reduce viscosity and porosity, improve gloss level, and permit a complete open-air cure. It can also be blended at 15% with tooling gel coats to upgrade mold surfaces, improve gloss retention, increase impact resistance, and reduce heat distortion.
The reduction in viscosity allows gel coats to be sprayed controllably through siphon and HVLP equipment, reducing sanding and polishing time. When used for repairs, this product will result in a low porosity surface.
PLEASE NOTE: When making below-the-waterline repairs on boats, we recommend adding our #71 Styrene Wax to maximize hardness.
Requires 2% MEKP.
Duratec® is a registered trademark of DURA TECHNOLOGIES INC.
Shipping
Shipping
Sizes
Sizes
 WARNING: This product can expose you to chemicals including Styrene, which is known to the State of California to cause cancer. For more information go to www.P65Warnings.ca.gov
WARNING: This product can expose you to chemicals including Styrene, which is known to the State of California to cause cancer. For more information go to www.P65Warnings.ca.gov